Vibration Analysis
Vibration monitoring and analysis stand as a cornerstone in many condition based monitoring (CBM) programmes due to the flexibility and the accuracy of the technique at detecting a multitude of machinery and plant problems. From simple bearing defects to detailed structural analysis it is fair to say that 90% of all machine or plant problems can be detected by some kind of vibration technique.
We can help you detect and correct many types of faults on any type of plant including:
Imbalance
A common problem on many sites that can be costly and dangerous. By detecting imbalance, and correcting it at an early stage, you reduce the stress in the system and the possibility of failure. This leads to longer bearing life, reduced maintenance, and smoother operation.
Misalignment
Misalignment is a common defect that too often goes undetected. If a machine is not correctly aligned during installation, when does your planned maintenance schedule say that you should check it again? Does it at all? Misalignment can be very destructive but can be simply and reliably detected through vibration analysis.
Bearing defects (rolling element and journal)
The most common components to fail in machinery are the bearings. This is because they are designed to be the weak link in the system and to fail before more expensive components are damaged. However if the bearing is left to fail and is not detected the cost of secondary damage often dwarfs the cost of replacing the bearings. By monitoring the defects in your bearings it is possible for you to schedule routine maintenance at times to suit you that will prolong your bearing and machine life.
Gear defects
It is possible to monitor the condition of the mating gear faces in a gearbox through vibration analysis, giving a picture of damage and wear. This can be carried out on multiple shaft gearboxes to identify the damaged gear from all the other gears in the box. This allows early action to be taken that can reduce or avoid damage to the other gears and bearings from wear debris being transported around the box.
Resonance
A common problem that is often difficult to detect. Resonance can be extremely destructive if present in a system. Often responsible for the “that machine has always been a problem” syndrome. Resonance once detected can often very simply be removed from the system resulting in a significant reduction in vibration.
Lubrication problems
Monitoring machine vibration can tell you about the condition, level, and suitability of lubrication. By detecting high frequency spikes in the signal we can detect under lubrication, over lubrication, and improper lubrication specification. This alone can often reduce the amount of machinery problems significantly.
By sampling a range of frequencies and applying post processing it is possible for us to see inside your machines and to accurately diagnose their condition. We do this non-intrusively whilst the machine is in production and our measurement technique means that your production never misses a beat. From the on-site reports that we generate it is possible for you to immediately see the condition of your machines, and if necessary to schedule immediate work to them.
By integrating vibration measurements and analysis into your maintenance program it is possible to:
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing a vibration monitoring program today.
We can help you detect and correct many types of faults on any type of plant including:
Imbalance
A common problem on many sites that can be costly and dangerous. By detecting imbalance, and correcting it at an early stage, you reduce the stress in the system and the possibility of failure. This leads to longer bearing life, reduced maintenance, and smoother operation.
Misalignment
Misalignment is a common defect that too often goes undetected. If a machine is not correctly aligned during installation, when does your planned maintenance schedule say that you should check it again? Does it at all? Misalignment can be very destructive but can be simply and reliably detected through vibration analysis.
Bearing defects (rolling element and journal)
The most common components to fail in machinery are the bearings. This is because they are designed to be the weak link in the system and to fail before more expensive components are damaged. However if the bearing is left to fail and is not detected the cost of secondary damage often dwarfs the cost of replacing the bearings. By monitoring the defects in your bearings it is possible for you to schedule routine maintenance at times to suit you that will prolong your bearing and machine life.
Gear defects
It is possible to monitor the condition of the mating gear faces in a gearbox through vibration analysis, giving a picture of damage and wear. This can be carried out on multiple shaft gearboxes to identify the damaged gear from all the other gears in the box. This allows early action to be taken that can reduce or avoid damage to the other gears and bearings from wear debris being transported around the box.
Resonance
A common problem that is often difficult to detect. Resonance can be extremely destructive if present in a system. Often responsible for the “that machine has always been a problem” syndrome. Resonance once detected can often very simply be removed from the system resulting in a significant reduction in vibration.
Lubrication problems
Monitoring machine vibration can tell you about the condition, level, and suitability of lubrication. By detecting high frequency spikes in the signal we can detect under lubrication, over lubrication, and improper lubrication specification. This alone can often reduce the amount of machinery problems significantly.
By sampling a range of frequencies and applying post processing it is possible for us to see inside your machines and to accurately diagnose their condition. We do this non-intrusively whilst the machine is in production and our measurement technique means that your production never misses a beat. From the on-site reports that we generate it is possible for you to immediately see the condition of your machines, and if necessary to schedule immediate work to them.
By integrating vibration measurements and analysis into your maintenance program it is possible to:
- Avoid unplanned production outages
- Reduce plant downtime
- Plan maintenance actions more accurately
- Schedule your maintenance manpower more efficiently
- Increase operator safety
- Reduce waste due to inefficient, unreliable equipment
- Plan and schedule capital investment
- Maintain product quality through stable running state
- Control your costs
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing a vibration monitoring program today.
Sample Vibration Report

|

|
Thermal Imaging
Thermal Imaging or Thermography is a technique that "looks" at the infra-red heat signature produced by different materials and across their surfaces. By viewing the normal environment in the Infra Red spectrum, it is possible to "see" the heat being generated in, and given off by machines, electrical connectors, heat exchangers, ducting, structures, and even people!
Thermography is carried out using a special thermal imaging camera and the survey is completely non-intrusive. In most cases it can be carried out without any disruption to your process.
Having a thermal imaging scan carried out to your plant you can detect:
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing a thermal imaging monitoring program today.
Thermography is carried out using a special thermal imaging camera and the survey is completely non-intrusive. In most cases it can be carried out without any disruption to your process.
Having a thermal imaging scan carried out to your plant you can detect:
- Loose and damaged electrical components
- Under-rated cables
- Damaged bearings
- Heat loss from insulation
- Poorly insulated buildings and services
- Steam leaks
- Electrical defects in motors
As always, our reports are produced on site so that your results are immediately available to you, and the results and recommendations can be discussed with you during the survey. In this respect, it is possible to correct faults, and check that the action taken has been successful during the same day.
If the application that you require is not listed above, please call to discuss your particular requirements. You should think of thermal imaging as a technique to pick up the heat difference in any system. The technique is so versatile that it has even been applied to such diverse problems as damaged ligaments in athletes!
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing a thermal imaging monitoring program today.
Sample Report
|

|

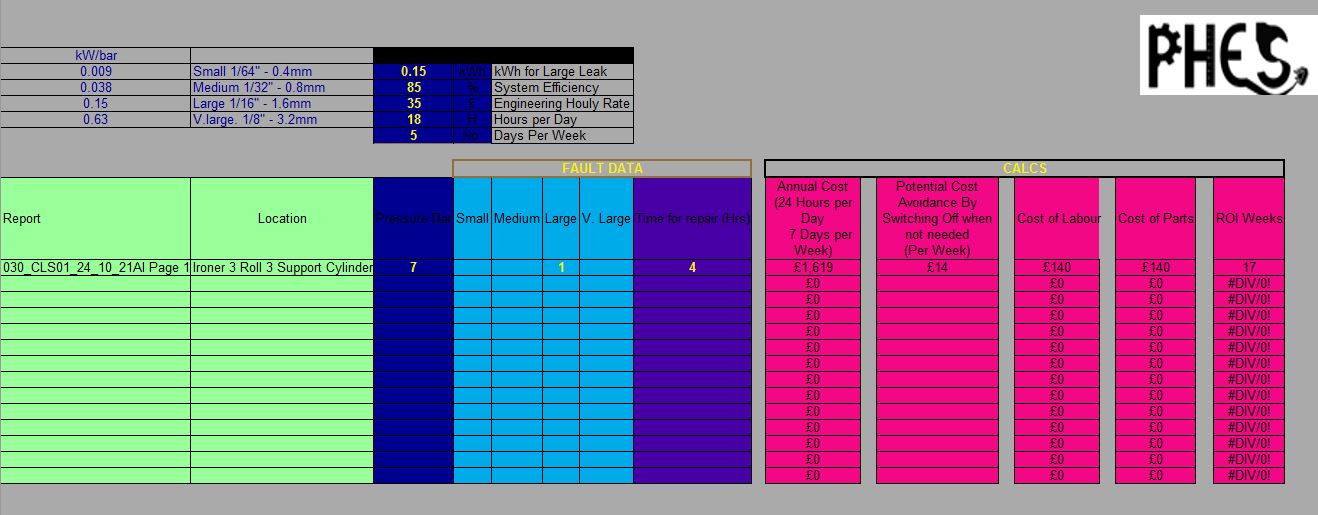
Acoustic Survey
Acoustic emission is a relatively new tool in our CBM toolbox. However it is already beginning to show new ways of making cost
performance by sensing high frequency sounds created by operating machinery, leaks, and electrical discharges. Since the ultrasonic frequency range is being tested there is no interference from the background noise of your site, it’s simply filtered out. By doing this we can detect all kinds of defects that would normally only be found at an outage. The survey is non-intrusive and requires no special permits or changes to your production cycle.
An acoustic inspection can identify:
Pressure and vacuum leaks
Any gas passing through a leak generates a turbulent flow that can be detected at ultrasonic frequencies. Over a site the total amount of leaks could contribute to a substantial portion of your annual gas/fluid cost. Identifying and fixing these leaks will bring you direct savings, and indirect savings from less power usage (compressors), reduced maintenance, and reducing ambient dB levels in your workplace.
Did you know that a 1/8" hole in a pressurised air line could be costing as much as £1500.00 per year? Peter Hill Engineering Services Limited can identify, report, and recommend on ways to fix these leaks and reduce your costs.
Valve leaks and blockages
Valve activity, such as leaks and blockages, can be checked whilst the valve is online. A leaking valve produces a turbulent flow past the valve that can be detected within the ultrasonic range. By using a wide sensitivity and ultrasonic frequency all types of valves can be checked.
Steam trap inspection
Ultrasound is recognised as being the most reliable form of inspection by many steam trap manufacturers. By listening to the ultrasonic range whilst the steam trap is online we can detect blowby, machine gunning, oversized traps and line blockage.
Heat exchangers, boilers and condensers
In-leakage and pressure leakage can easily be tested for within the ultrasonic range. Fittings, valves and flanges are all easily and quickly scanned for leakage. Condenser tubes and heat exchange tubes can also be tested for leakage by using vacuum and pressure.
Bearing defects (especially very low speed bearings down to 0.5 RPM)
Ultrasound and acoustic emission can be utilised to detect bearing defects down to frequency ranges that were previously impossible, using vibration analysis. By sensing very high frequencies it is possible to detect the shock waves that are produced inside a machine that is under stress. This makes it possible to detect very early signs of bearing damage and to schedule remedial work. This is often critical in slow speed applications where large bearings are typically not stock items and have a long lead time to delivery.
Electrical defects
When an electrical problem exists common symptoms such as arching and corona discharge emit ultrasounds at the site of emission. This can be detected quickly and safely whist the machine is online. Switch gear, buss bars, transformers, circuit breakers, relays, junction boxes and other electrical gear can all be included in your survey.
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing an acoustic monitoring program today.
performance by sensing high frequency sounds created by operating machinery, leaks, and electrical discharges. Since the ultrasonic frequency range is being tested there is no interference from the background noise of your site, it’s simply filtered out. By doing this we can detect all kinds of defects that would normally only be found at an outage. The survey is non-intrusive and requires no special permits or changes to your production cycle.
An acoustic inspection can identify:
Pressure and vacuum leaks
Any gas passing through a leak generates a turbulent flow that can be detected at ultrasonic frequencies. Over a site the total amount of leaks could contribute to a substantial portion of your annual gas/fluid cost. Identifying and fixing these leaks will bring you direct savings, and indirect savings from less power usage (compressors), reduced maintenance, and reducing ambient dB levels in your workplace.
Did you know that a 1/8" hole in a pressurised air line could be costing as much as £1500.00 per year? Peter Hill Engineering Services Limited can identify, report, and recommend on ways to fix these leaks and reduce your costs.
Valve leaks and blockages
Valve activity, such as leaks and blockages, can be checked whilst the valve is online. A leaking valve produces a turbulent flow past the valve that can be detected within the ultrasonic range. By using a wide sensitivity and ultrasonic frequency all types of valves can be checked.
Steam trap inspection
Ultrasound is recognised as being the most reliable form of inspection by many steam trap manufacturers. By listening to the ultrasonic range whilst the steam trap is online we can detect blowby, machine gunning, oversized traps and line blockage.
Heat exchangers, boilers and condensers
In-leakage and pressure leakage can easily be tested for within the ultrasonic range. Fittings, valves and flanges are all easily and quickly scanned for leakage. Condenser tubes and heat exchange tubes can also be tested for leakage by using vacuum and pressure.
Bearing defects (especially very low speed bearings down to 0.5 RPM)
Ultrasound and acoustic emission can be utilised to detect bearing defects down to frequency ranges that were previously impossible, using vibration analysis. By sensing very high frequencies it is possible to detect the shock waves that are produced inside a machine that is under stress. This makes it possible to detect very early signs of bearing damage and to schedule remedial work. This is often critical in slow speed applications where large bearings are typically not stock items and have a long lead time to delivery.
Electrical defects
When an electrical problem exists common symptoms such as arching and corona discharge emit ultrasounds at the site of emission. This can be detected quickly and safely whist the machine is online. Switch gear, buss bars, transformers, circuit breakers, relays, junction boxes and other electrical gear can all be included in your survey.
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing an acoustic monitoring program today.
Sample Report
|

|
Oil Analysis
LOil analysis is one of the most widely applied condition monitoring techniques. Most plants have some sort of overall lubrication strategy that will certainly involve selection and purchasing from a number of suppliers, and may include some form of oil sampling and analysis. But have you applied your strategy effectively for your particular plant and problems? The results of an MIT study that found that 70% of all failures of machinery to operate (loss of usefulness) was due to surface degradation within the components.
Oil analysis can detect the potential of failure before it occurs by examining and reporting on the prime factors affecting your oil.
This can be applied across many machine and plant types such as:
By using a critical approach to lubricant selection, and utilising the latest oil analysis and reporting techniques, Peter Hill Engineering Services Limited can help you predict machine failures and reduce downtime.
The tests that we offer include:
The results of these tests are provided to you as Information on your machines health, not as a list of test results that you need to analyse yourself.
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing a oil sampling program today.
Oil analysis can detect the potential of failure before it occurs by examining and reporting on the prime factors affecting your oil.
- Oil analysis is done to find out about mechanical wear. What part of the machine is wearing? How bad is it? What should be done about it?
- Oil analysis is done to find out about contamination in the oil. Is there abrasive dust in the oil? Is there water in the oil? Have seals failed allowing process materials or coolant to leak into the oil?
- Oil analysis is done to find out if the oil chemistry has changed. Is oil fit for continued use? Is the right oil being used? How long until it needs to be changed?
This can be applied across many machine and plant types such as:
- Hydraulic systems
- Rolling element bearings
- Journal bearings
- Gears
- Engines
By using a critical approach to lubricant selection, and utilising the latest oil analysis and reporting techniques, Peter Hill Engineering Services Limited can help you predict machine failures and reduce downtime.
The tests that we offer include:
- Elemental spectroscopy
- Automatic WDA (e.g. Ferrous Density)
- Analytical WDA (Analytical Ferrography)
- Particle Counting with Size Distribution
- Fourier Transform Infrared Spectroscopy (FTIR)
- Crackle to screen for water contamination
- Titration (Karl Fisher, TAN, and TBN)
- 40 C, 100 C viscosity and viscosity index
- Expert analysis
The results of these tests are provided to you as Information on your machines health, not as a list of test results that you need to analyse yourself.
Call us at Peter Hill Engineering Services Limited and let us demonstrate the control that can be realised from implementing a oil sampling program today.
Sample Report

|

|